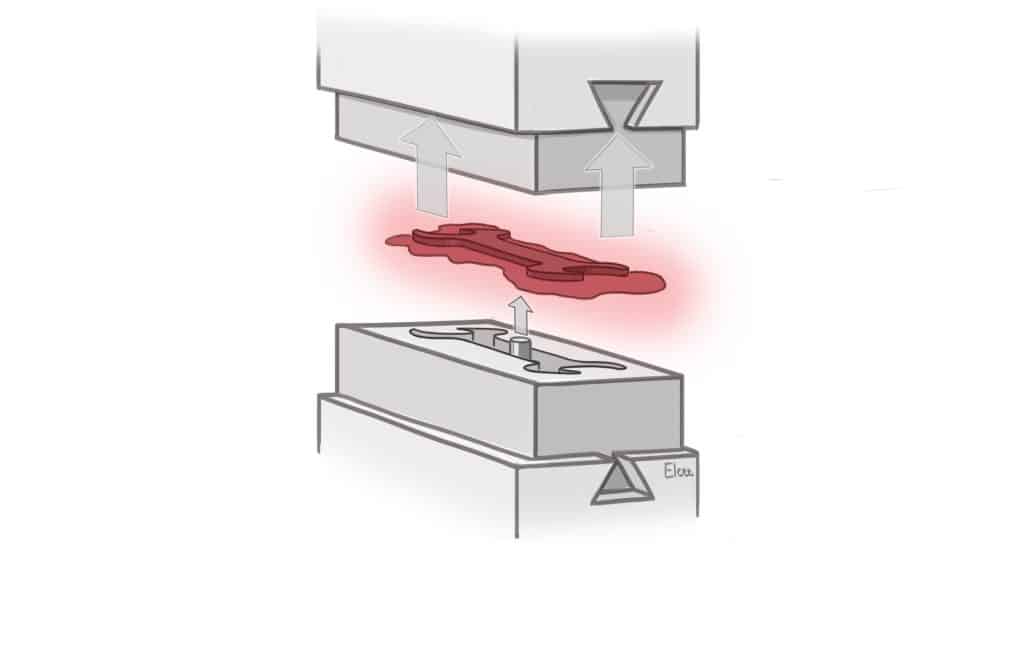
Closed die forging
 Closed die forging can produce homogeneous products, with excellent mechanical characteristics.
Closed die forging can produce homogeneous products, with excellent mechanical characteristics.
Benefits
- Good repeatability
- Highly homogeneous material with mechanical properties
- High production speed
- Economical process compared with welding assemblies
Possible alloys
- Steel, alloy steel, tool steel and stainless steel
- Aluminium, bronze and copper alloys
Technical specifications
- The tolerances of steel forgings are as per EN 10243-1, and the following criteria are decisive:
- Forge weight
- Shape of the tool division
- Category of the steel (high or low alloy)
- Form complexity factor, which depends on the factor between the weight of the component and the envelope weight
- Weight: Approx. 200 grams – 120 kg, while shaft products can weigh up to 200 kg
- Maximum dimensions: length 1,200 mm
- Forging wall thickness: ≥ 4 mm
- The geometric tolerances that are required for the function should be specified in the drawing
- The most important tolerances apply to:
- Length, width, height and thickness dimensions
- Finishing of the forging edge
- An adequate draft angle should be provided; a good guideline is at least 3° for aluminium and 5° to 7° for steel
- Use large radii to avoid quick tooling wear or cracks in forgings
- Ribs should be low and wide
- The various cross-sections must be balanced to prevent extreme variations in the flow of the metal
- The tooling division must run through the centre of the forging and not along one side. The forging needs to be detachable from this division
Finishing options
- Electrolytic zinc plating
- Hot-dip galvanising
- Vibra-polishing
- Blasting
- Primer, wet painting and powder coating